If you own a 2018 or 2019 Subaru, either the Outback or Legacy, with the Harmon Kardon radio, it’s likely you have experienced the head unit failure. The radio had already been swapped once by the dealer while under warranty, but this time the warranty had expired. Not only was the dealer replacement going to be ridiculously expensive, but the deluge of customers with the problem meant that wait times were indefinite.
The delamination problem
The next option we considered was an after market radio, but the units I looked at, priced at around $1200 and up, all seemed to require some compromise… back up camera differences, steering wheel control glitches, etc. Then, luckily, I stumbled upon the information that this was just an issue with the touch screen. That’s why the screen appeared to have finger prints all over it and why the radio had a mind of it’s own, the head unit failure meant nothing was working.
Kinetic Vehicles solved everything.
Solution – swap out the touchscreenEverything in back just unpluugsPush down tabs ro release plugsFour screws each side release radio from chassisSend this to Kinetic VehiclesThe vents and A/C controls had to be moved out of the wayYou’ll drive around like this while Kinetic has the radioRadio getting plugged back inInstalledEverything working perfectlyIncluding the backup camera
This video from Kinetic Vehicles shows how…
I should add this about our ’18 Outback… it’s been a great car. We loved the ML diesel but the Outback is the better car because of technology eleven years advanced from the Mercedes. The ML diesel was torquey and you felt a nice surge with the turbo. But the Subaru 3.6 flat six has 270 horsepower and is probably a bit faster. My favorite feature, by far, is the adaptive cruise control. For me it’s a much more relaxed way of driving. And I also appreciate cameras warning me about cars alongside, the bright yellow warning lights on the mirrors are hard to miss.
Now that the head unit is repaired, it’s good as new.
My 2001 Mercedes CLK coupe went into “limp home” mode on a couple recent drives, fortunately just a couple blocks from home each time, stuck in third gear. After the first instance, the car stayed parked in the garage for a day. Full of optimism I took it for another drive, but it limped home again. I was fairly certain that the problem was in the transmission conductor plate, but to be sure I wanted to scan the TCM module.
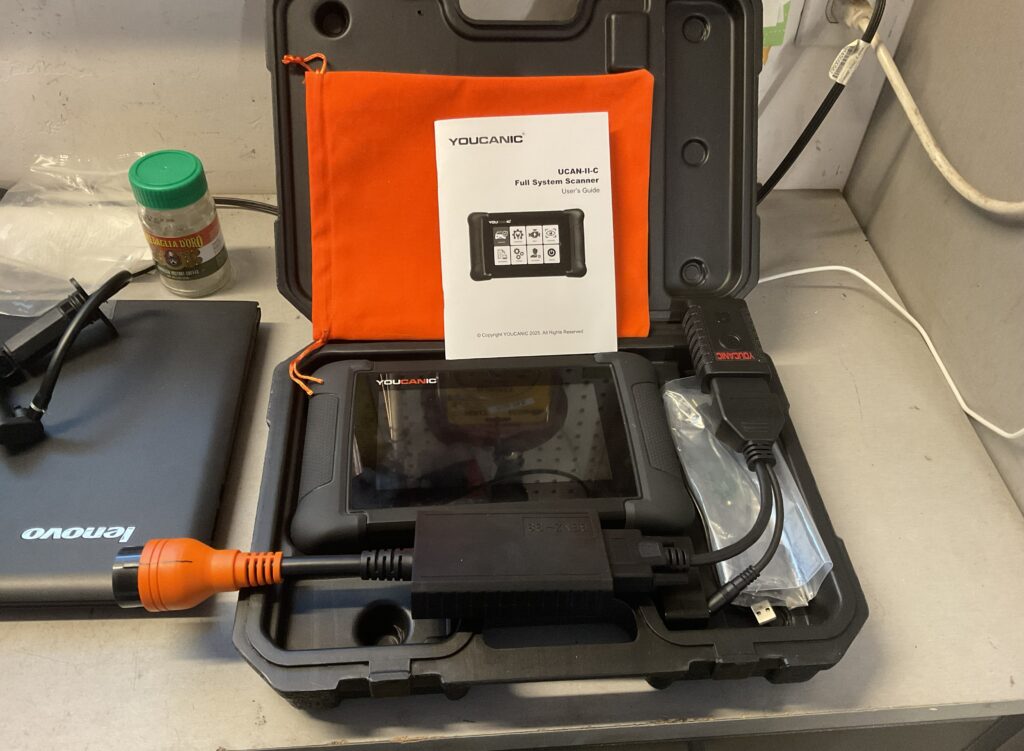
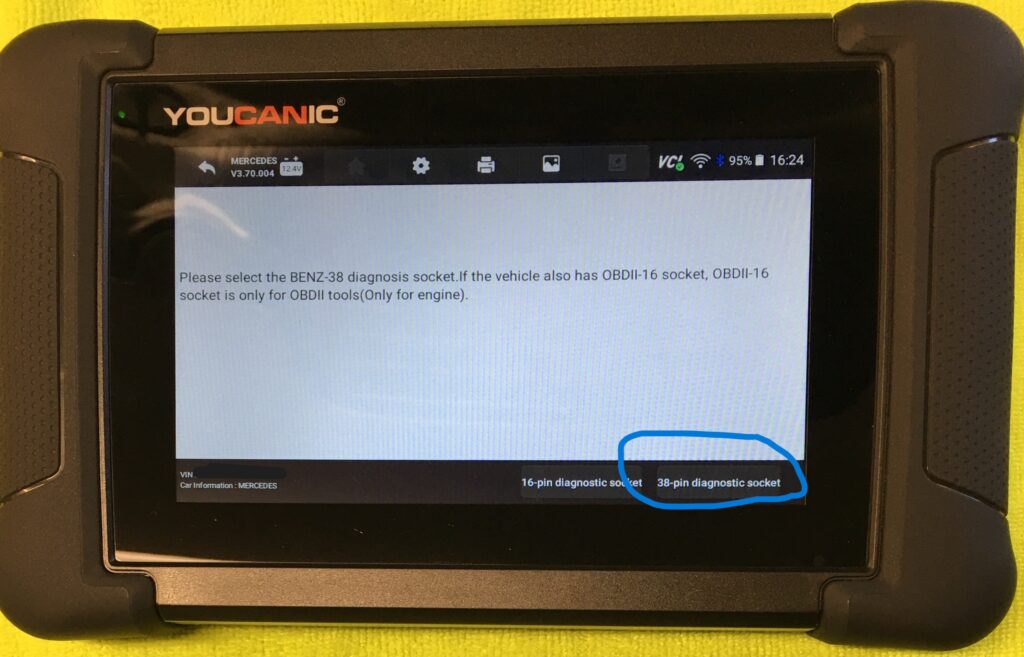
Youcanic scanner with the 38 pin Mercedes accessory
For many Mercedes cars from 1994 to 2002 this meant hooking up to the 38 pin connector. After checking with a local independent Euro car shop and being quoted $200 to have all the modules read, I decided to purchase the Youcanic UCAN-II-C, plus their 38 pin Mercedes adapter. I purchased an “open box” unit directly from Youcanic for $370, plus $30 for the adapter.
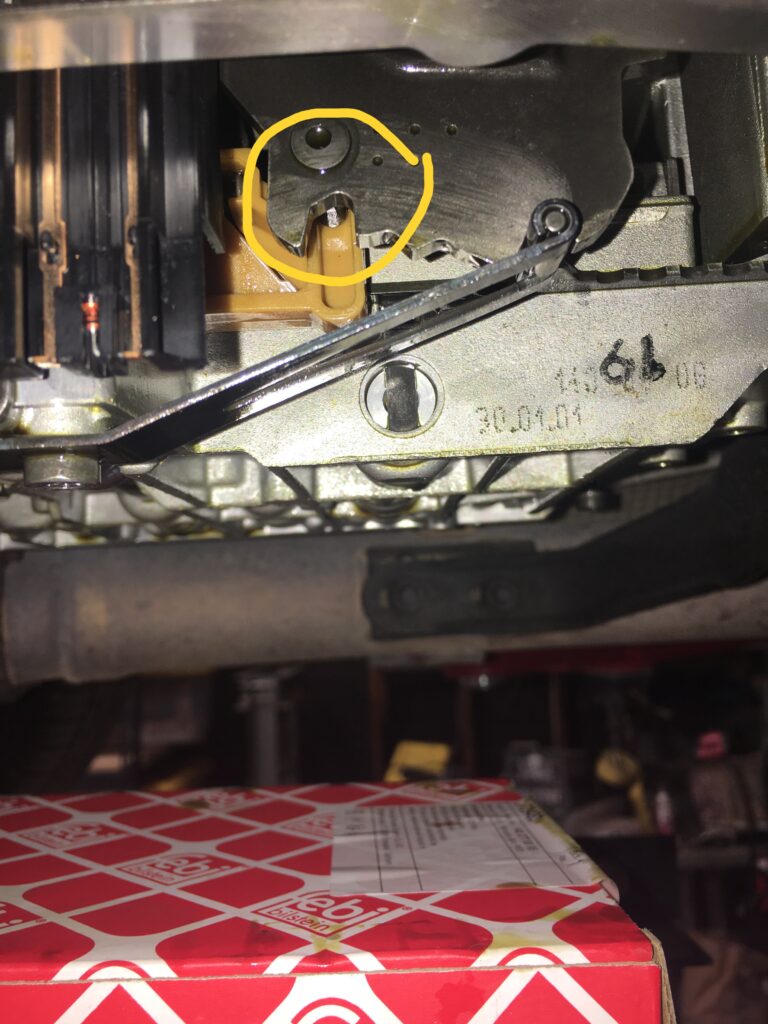
UCAN with adapter at topThe 38 pin plugLocated here on the CLKThe green light means it is communicating with the UCAN
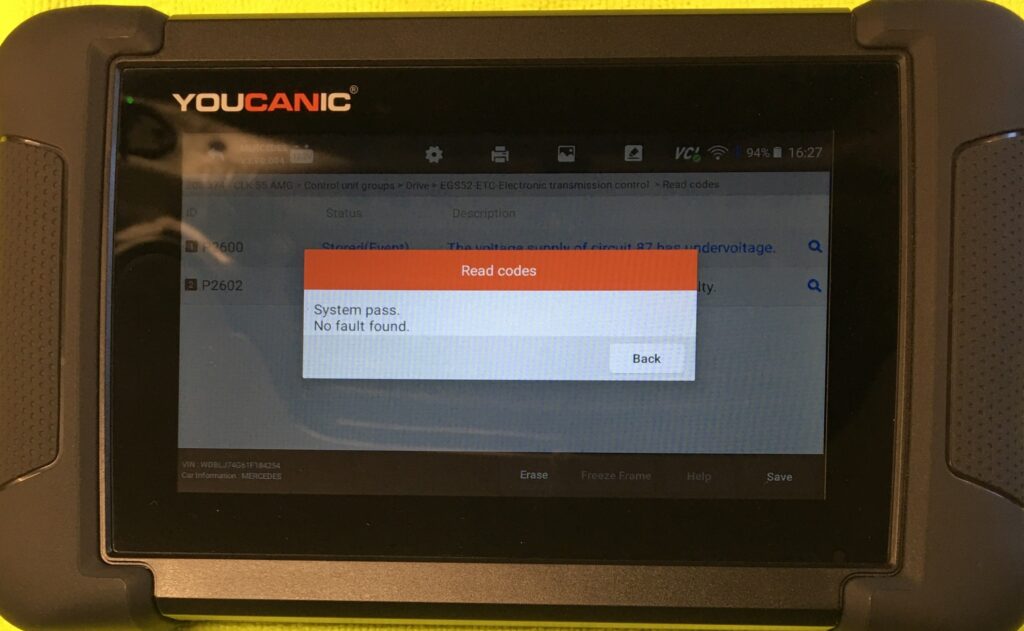
The scanner is Wi-Fi and Bluetooth capable, which has worked flawlessly, allowing access to my home network which facilitated printing or emailing reports directly from the UCAN. After I added the Mercedes by entering the VIN, I scanned all the modules and the UCAN confirmed what was suspected… very likely the conductor plate sitting atop the valve body was the culprit. That same independent repair shop estimated $2,000 for the fix. NOPE. I can do this.
UCAN main screenHere is the key piece of the puzzle, allowing me to confirm the diagnosisP2101 was the DTC and this was ChatGPT about it
It is possible that simply replacing the connector that plugs into the 722.6 Tiptronic transmission would have fixed my problems, for a fraction of what I paid for the conductor plate kit and fluid. And ChatGPT provided a detailed method for testing it. However, with all those miles on my CLK I decided to purchase the kit. I went to AutohausAZ for the Febi kit and seven liters of Fuchs Titan 4134 ATF, which set me back $355 and change.
Out with the old ATFPan cleaned up, magnet in lower right.Remove the connector’s 7 mm bolt, using a wobbly extension.The oil covering the connector tells the story… leaking o-ring equals faulty electrical connection to the transmissionThe valve body and conductor plate on the bench
The Barn has a two post lift, which made the job much more comfortable. It is not a difficult job, just a bit messy with the fluid. Have your bag of kitty litter handy to soak it all up. I recommend letting the car cool down before diving into the job, since the exhaust and the transmission itself can be uncomfortably hot. If I had to do the job a second time, with the advantage of the lift and the experience, I’m guessing I could do it inside 90 minutes once the car is positioned.
Arrow indicates front of vehicle, the blue marks show the ten bolts that fasten the valve body to the transmissionSince I was solo on this job, I used our trans jack to hoist the valve body. The box was used to support the valve body while I started a couple bolts Not only is the valve body assembly a bit heavy, using the transmission jack let me make sure that the shifter linkage was positioned correctly.
WARNINGS:
The torque spec for the pan attaching bolts was something like 71 inch/pounds. I proceeded to do it in stages and when I torqued to 40 inch/pounds one of the bolts stripped! Fortunately I found a slightly longer bolt of the same spec and was able to put a nut on it, as the holes go all the way through the transmission flange.
When I finished the job and lowered the car, a warning light began blinking – in my brain. At the start of the job I opened the trunk and disconnected the ground from the battery. THEN I SHUT THE TRUNK… don’t do that! Panic set in because the last time I was in this situation (dead battery, trunk closed, utterly useless physical key in the fob) I had to crawl into the trunk and disassemble the latch. This time, being a couple years older and smarter, I hooked a battery charger up to the charging connections under the hood, set the charger on something like 45 amp/start setting and my key fob trunk button worked! Phew.
Last caveat… when I refilled the transmission, I added 4 liters of ATF per instructions. I thought I had a reading on the dipstick – yes that long snaky one – that indicated fluid level was fine. However, on the following day it did the limp home mode, stuck in 2nd gear. After letting the car sit for an hour while I visited my doctor, I made it home with the transmission working like it should. I investigated.
Under the passenger footwell carpetThe TCM is on the right.The CLK55 AMG transmission control module
There was advice out there suggesting that perhaps the fluid leaking past the failed o-ring on the connector at the transmission had wicked up to the connector at the TCM. But it was dry as a bone.
I decided to check the fluid level again. Warmed up to 80 degrees C, shifted through the gears while idling in the garage, then a short drive around the neighborhood, and back to the garage to measure again. I was at least 1.5 liters low. With great(er) care I filled to the mark. Took it for a long drive and then I hooked up the UCAN scanner, cleared the codes, read the transmission module again and success!
Since then the CLK has been flawless. It’s showing 185,000 miles on the odometer, short of my quarter million milestone, and with my limited driving these days, maybe the “next guy” will get there. It is such a great car… gentleman’s hotrod from an era when the technology was just about right, for me.
At job conclusion, this is what I was hoping to see!On the road again
In my preteen years, I would sit in bed with Road and Track magazine reading about my Formula 1 heroes. Then I would grab my protractor for a steering wheel, a pencil for a gear shift lever, and imagine myself racing. A bit more than six decades later those daydreams that became a reality are part of my past history. I still love the non-racing toys in my garage and at the Barn.
In my dozen years of racing motorcycles, and another dozen years racing on four wheels, mostly SCCA formula classes, FF, FC, and FM, I managed to retain a single in-car video. This is from my one and only weekend racing a Spec Racer Ford, rented from friend Tom Dalrymple, who owned a small fleet of them. Back then, the cars were pretty slow – felt halfway between street cars and formula cars – and perhaps 10 seconds a lap slower than an FF car on this 1.8 mile circuit – but the racing was close and loads of fun. A major difference between formula car (open wheel, single seater) racing and SRF racing is that the latter is definitely a contact sport, as I found out on this weekend. Didn’t quite make it to the finish line…
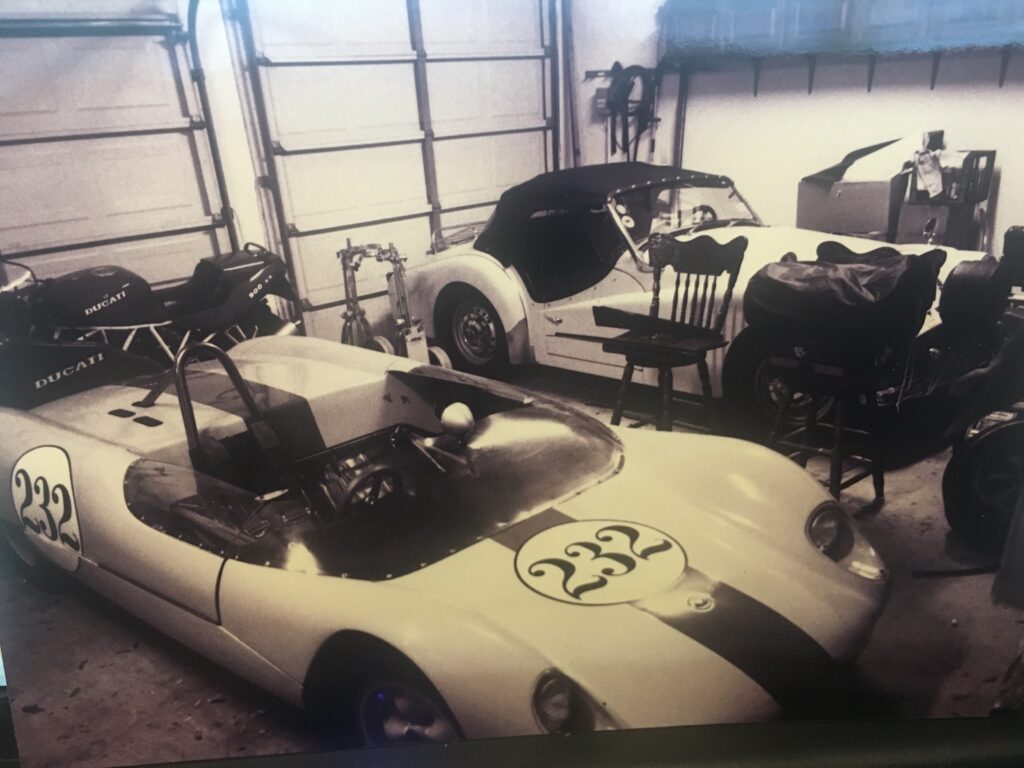
Below is a gallery of my race cars and bikes. I raced the Lotus 23B and Mini Cooper in CVAR vintage “racing” events, before I moved on to proper racing with the SCCA.
Click on the “i” button for the full captions.
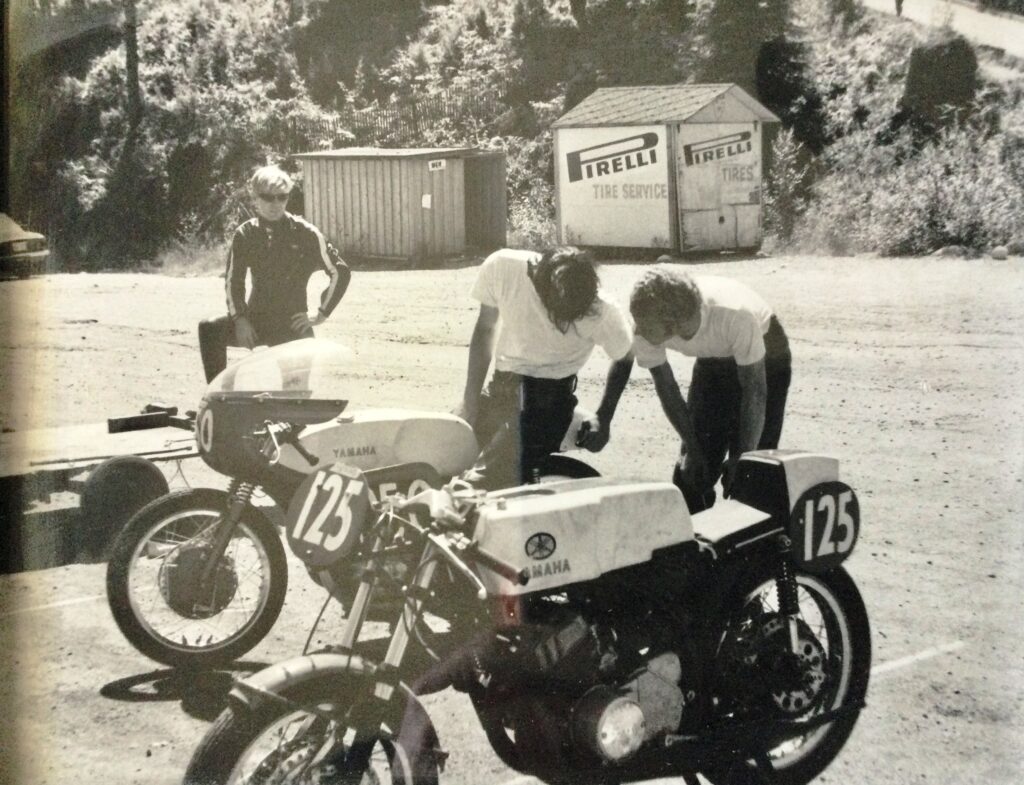
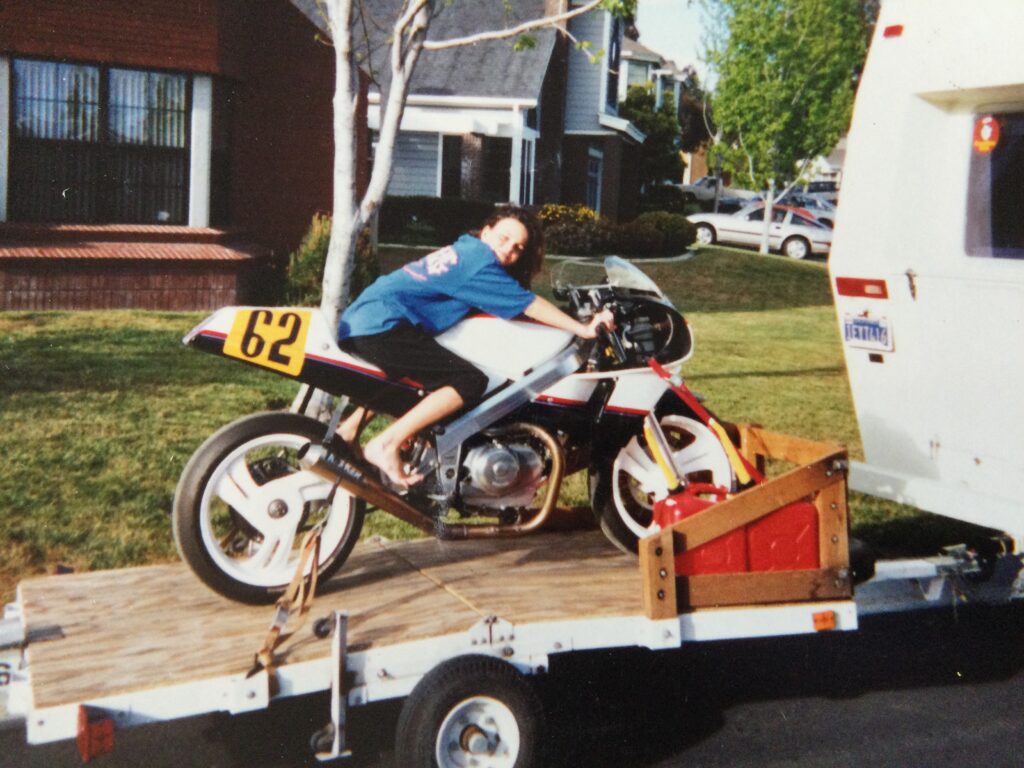
Yamaha TD1B 250 at Westwood in Coquitlam B.C., Canada with buddy Mitch Murray. I learned that hard, dried out Pirelli tires do not work well in the rain. I just touched the brake lever on the main straight after cresting the hill and immediately went down. I actually passed the bike sliding down to the hairpin. The bike was impressive, with good power but in a very narrow rpm range. Mitch was riding the TR2 350 in the foreground.Honda CR250 Practicing somewhere, possibly Saddleback ParkMy daughter Angela trying out the Honda Hawk 650 Twin, much success with this rocket at Willow Springs, where my friend Chuck Burnett and I raced monthly. At 74 years young he is still racing his Hawk. We last saw him race at Willow a couple years ago, he had a win and a second on that day. Respect! And love… he’s like my brother, we spent our school years and working years together, along with the racing.Honda 125 Shifter Kart, one race, one win… mostly just for fun with my buddies. This kart had a rare steering wheel mounted “butterfly” shifter. It was an advantage, but it would pump my forearms up hard as a rock until I acclimated to it. A couple of five lap sessions would get the job done.Lotus 23B, 1600 twin cam Lotus Ford engine, I’d guess mine was 180-190 hpAustin garage was loaded with toys for a while, shifter kart in there somewhereThe Mini was fast but I didn’t like being cooped up in a “tintop”The shop at the Hancock’s Elroy property was a nine iron shot from COTA, a decade or so laterThe Formula Mazda was a great race car, sweet running (and sounding) rotary engine and five speed transmission. Rugged tooJamun FF, it won the 1996 Formula Ford Festival in the UK prior to my ownership. I slid it into a wall across wet grass at Topeka. I knew it was going to hurt, and it did. You actually seem to pick up speed on wet grass, and I’m guessing a 90 mph impact was the result. Drove my trusty F250 and trailer back to Austin after a maximum dose of ibuprofen.Jamun – after the Topeka crash – and Shifter Kart. We had a shelf system in the shop that took full 4×8 sheets of 3/4 plywood. The Jamun chassis sat on one shelf until I sold all my racing gear to my friend Steve Henry, with whom I shared the south Austiin shop. My 2nd Swift DB1 FF, first of my Valvoline Cup winners, 10 wins in 13 National starts, 2002Swift ready to be hoisted by everybody’s favorite hoist. I could assemble it at the track or shop in five minutes.Linda keeping the seat warm. Look at how streamlined the Swift DB1 is! No sidepods for the radiators, just the two large NACA ducts feeding the single radiator situated between driver and engine, along with the fuel tank.Driving Neil Porter’s Runoffs winning Swift DB6 at Laguna Seca, won by a nose on this day. I think I ran Neil’s cars on three occasions… I always had a great time racing with him and his crew.Tatuus FC at Phoenix… my 2nd Valvoline Cup winner, 11 National wins in 14 starts, 2003. This photo was from my first weekend racing the Tatuus… pole both days, taking home a win and second in the opening two Nationals of the year.The Tatuus at Hallett, one of my favorite tracks for racing and spectating.The Italian Jobs, two Tatuus FC cars in the shop, mine and Mike Renna’s ex-Foyt car
There are so many great memories from those racing years, about the racing and the racing people.
Love the new leather, thank you Linda1/2 inch HDPE sheet and a practice holeDouble toggle for wipersVinyl “carbon fiber” look instead of wood Crinkle finishAdhesive back “velcro” to mount the tabletAlso used to mount the ECM computerPro-Car seat test fitCarpet installedBob Danielson panels, very nice fit and finishGreat seals from Martin MacGregorMacGregor seals for the boot and bonnet, tooExcept for a couple details (defroster escutcheons, toneau snaps) interior finished
The final major project at this stage was installation of the interior components. Perhaps installing a new wiring harness did merit its own article, but for some reason I took zero pictures of the wiring job. Too busy looking at wiring diagrams and reading Dan Masters’ Electrical Maintenance Manual, purchased from British Wiring, I guess. It was a tedious job but, given the state of the original main harness, had to be done. The only part of the original wiring that I felt comfortable repairing was the rear section.
The very first thing restored was the steering wheel, which my wife Linda took care of, sewing a new leather cover on it. That steering wheel was on display in my office for nearly two years, badly missing my initial time table of “a few months” for the whole project.
I chose to go in a different direction with the dash panel, opting for 1/2 inch thick HDPE. I bought the 9 inch by 48 inch sheet from my “go to” supplier for hard to find stuff, McMaster-Carr, at a cost of around fifty bucks. Adding the $12 for the vinyl “carbon fiber” wrap that covered it made it a pretty cost effective solution. Purists may cringe, but I’m a little sick of the wood dash look anyway. The HDPE does require a little preparation to get paint or vinyl to stick to it… burning off the surface oil with a torch and spraying with an adhesion promotor.
The gauges are all a press fit, as several of the threaded studs holding the original gauges were rusted and broken. This also made the wiring job much easier since I could wire the gauges and not bother with reaching around behind the dash. I simply wrapped some of the vinyl wrap around the gauges until the fit was snug. As I have done in other restorations, I opted for an electric oil pressure gauge, which is the odd duck in the middle of the cluster. The original oil pressure gauge was installed with the illumination light just to satisfy my sense of symmetry. The “velcro” that I used for the Samsung tablet and to mount the ECM computer is the plastic mushroom shaped interlocking style, which I also purchased from McMaster-Carr. Very strong and the adhesive grips so well that if you decide to relocate this stuff, it will rip the paint right off the car. Don’t ask me how I know this.
After fiddling with the original rotary wiper switch and a replacement version, I chucked it all and went with a double toggle switch arrangement. That idea is from Masters’ manual. I also added a double USB outlet and lighter outlet for convenience. Since there is no heater in the car, and no top, I am hoping I can plug a heated blanket into the lighter socket on the remote chance that Linda will want to ride with me on a cold morning or evening. In truth, it’s probably the way I drive that keeps her out of the passenger seat.
I installed Pro Car seats sourced from CARid, and for the interior panels went with Bob Danielson’s excellent product. The only thing I’ll note about the seats is that the seatbacks are considerably thicker than the original seats, so I’ve had that cover off a few times to carve away foam. It is a simple job but of course requires removal of the seat. I’ve got it down to about an hour job to remove, carve, and re-install. Nearly there now.
For door seals, as well as boot and bonnet seals, I decided to go with Martin MacGregor’s products from macgregorukcarparts.com… they are perfect and so easy to install compared to the nightmare I remember from my truck restorations. Plus he’s another of those great sellers who is a pleasure to deal with from a customer service perspective. Fun talking with him.
And on that note, I’m all talked out. The sun is shining and the forecast says 70 degrees here in San Diego, a week before Thanksgiving. Time for a cruise.
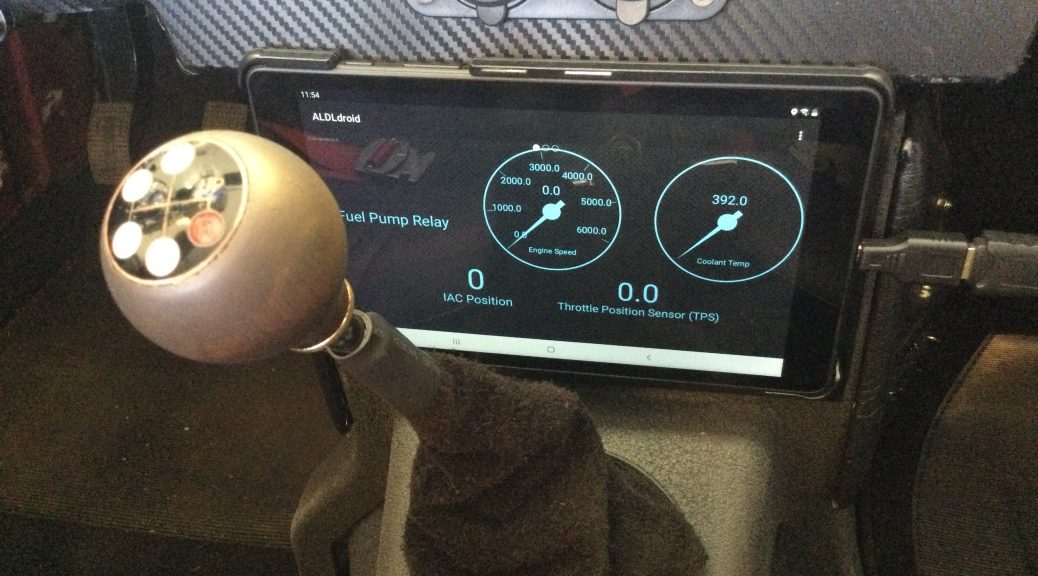
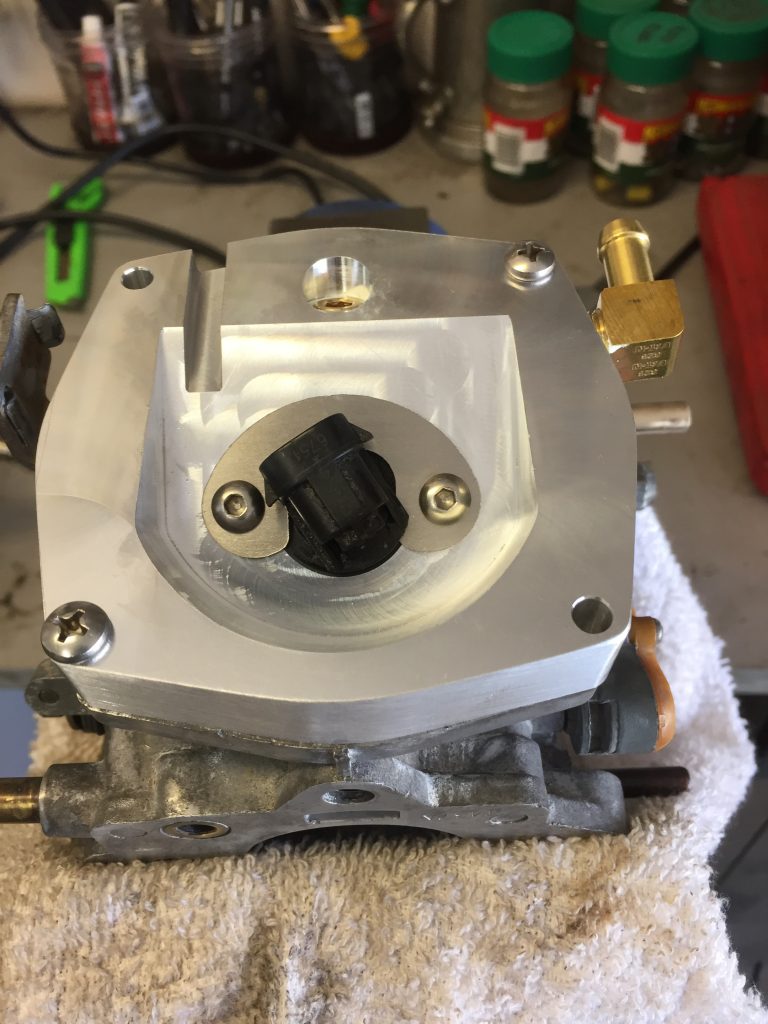
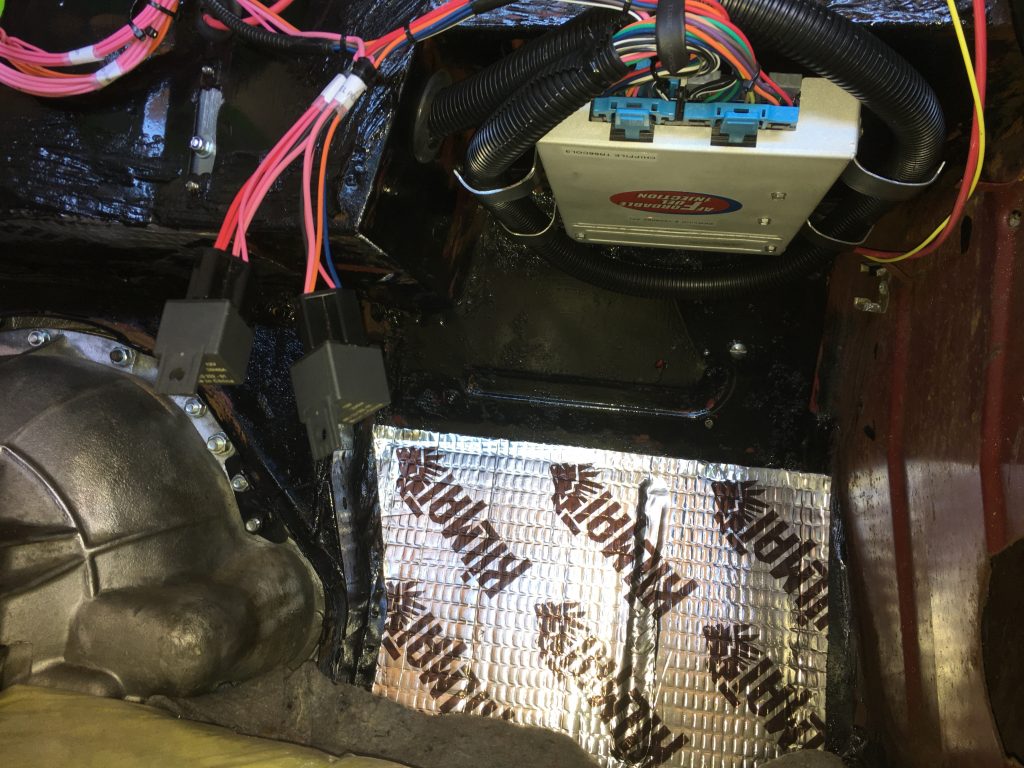
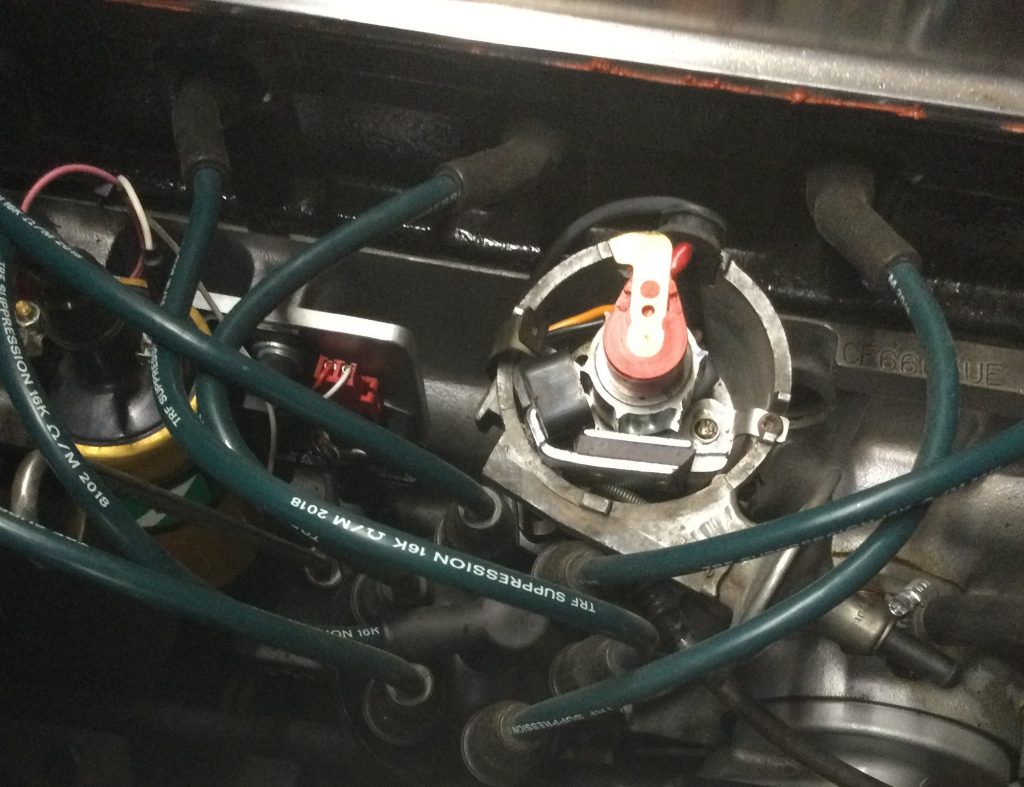
Injector fitted to Stromberg carbMilled cover is not necessary but a nice lookThe GM TBI computer (ECM) and harness. I added the four “cradles” to hold the wiring. On top is mushroom profile velcro.Mounting solutionSensor harness through the firewall, bottom leftO2 sensor More clearance after hi-torque starter installedThrottle position sensorCoolant temp sensors for TBI and electric fanGas tank outlet bungs required innovationImprovised fuel outlet fittingDual fuel outletsRight outlet is above exhaust, so just in caseFuel pump from belowAnd looking downPatton’s distributor conversionIgnition control module (ICM) mounted on heat sink behind Sport coilFuel pressure regulator, IAC, MAP sensor and plumbingAndroid tablet hooked up to ECM showing Throttle Positiion Sensor (TPS), etc.
Installation of Rick Patton’s TBI fuel injection kit was a breeze because of two factors: it is almost entirely “plug and play” with the exception of a couple easily made connections to power the computer and the fuel pump; and more importantly because of Rick Patton himself. He provided excellent customer service and enthusiasm about my project, and he’s a TR6 owner, as well. Since this was my first experience with a fuel injection conversion, I’ll admit to needing a little hand holding and guidance.
The kit comes with all the documentation you need to get the system installed and working. In addition, Bob Danielson’s lengthy and thorough step-by-step narrative of his TR6 installation was extremely valuable.
When I got the system installed and ready to fire, it was a complete hoot to just reach in and turn the key and hear the engine come to life… no choke, no fussing about with the throttle. Once it is up and running, forget about carburetor servicing and tuning, that is what sold me on this conversion, as well as the promise of starting regardless of the temperature and, hopefully, better fuel efficiency.
There was a hitch once the car was ready to drive and I embarked on my 3 mile loop around the neighborhood. It would just suddenly die as if the key was switched off. This happened consistently: drive for a mile or two and it would just stop; coast to a stop; turn the key off, then it would start right back up and go a couple more miles. It was a frustrating period of examining my wiring job (I had also installed a new main wiring harness), and scratching my head, and getting ideas from Rick.
Finally, I decided to Google my problem and found that I was not alone. There were several posts out there about the GM TBI system failing in exactly the same way as mine. And the problem most often was an ignition control module (ICM) failure. I drove down to the local Chevrolet dealership and picked up the real GM article rather than replacement brand. Presto, my problem was solved and it has been smooth driving since then.
For data logging the kit includes Windows software that I installed on my laptop. The log files can be sent to Rick Patton for his review. I also picked up an Android app called ALDLdroid for my Samsung tablet, which I mounted where the radio would normally be installed. Not only can I plug into the ECM to display or log data, but it can also serve up Google maps, Pandora, and all the wonderful things you can do in modern vehicles.
Needless to say, I’m really happy that I chose Patton’s TBI kit to take care of induction. It is a source of pride when I pop the hood, er, bonnet and explain what is going on in there. Installation was straightforward and Rick was with me in spirit and by email, every step of the way.
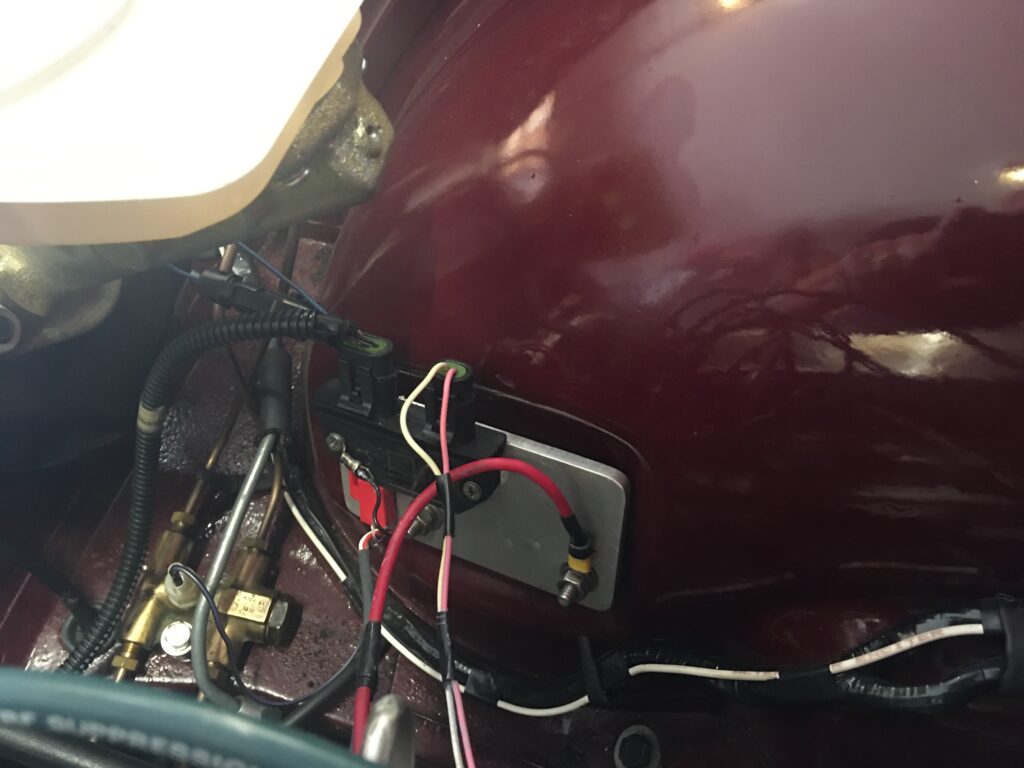
The ICM is now on the fender to eliminate heat concernsOriginal location was behind the coil on a heat sink plate
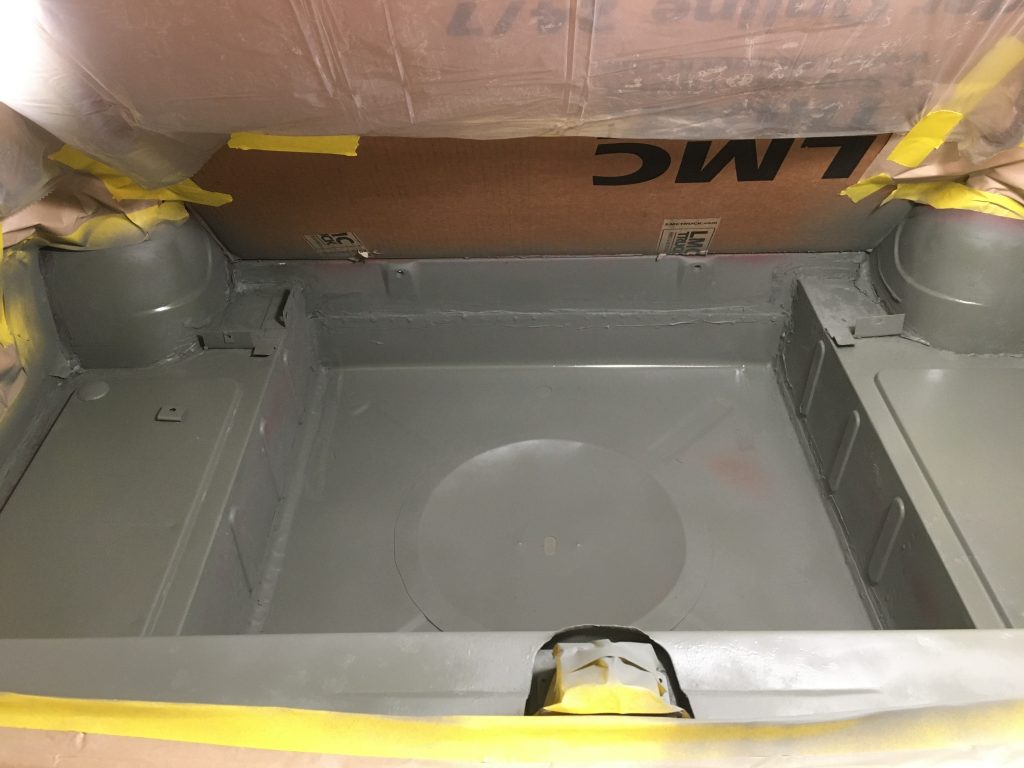
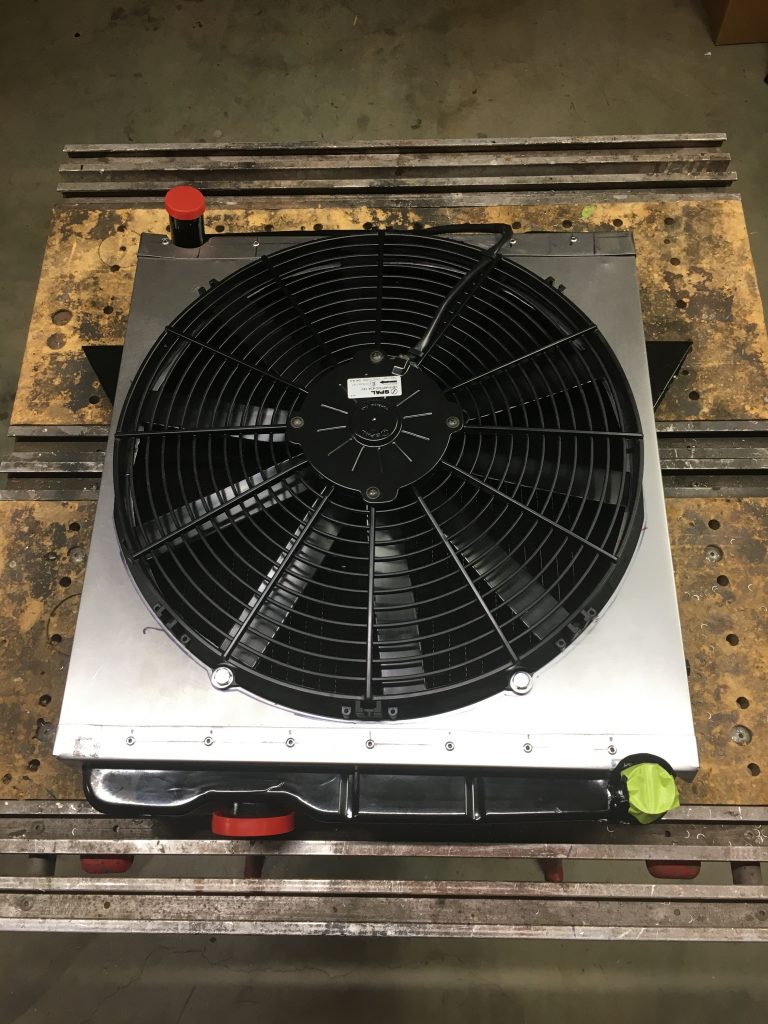
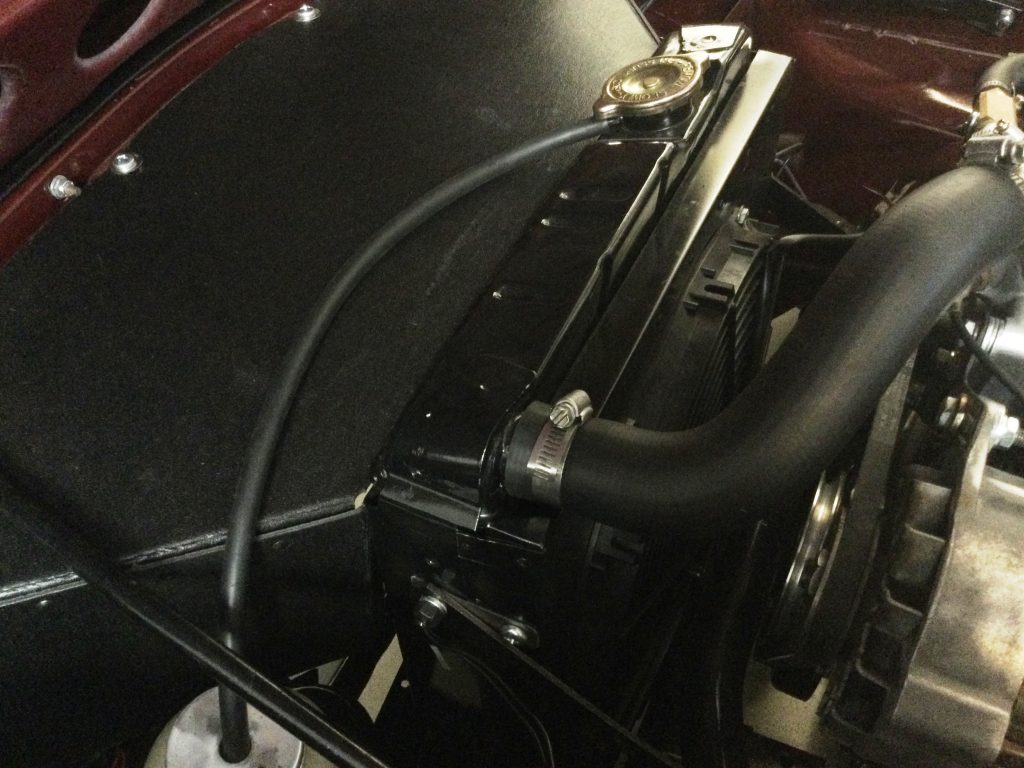
Cleaning the body shellNew trunk panFloor pans welded, riveted, and sealedPrepping to paint the engine bayThe paint booth, just big enough for meThe paint is much darker than exterior of carReady for lift off and re-installationBody on with a little help from Linda and my friend Lance FisherEngine looks good in the engine bay nowMaking a shroud for electric fanChecking out the repainted windshield frame, new fuel tank installedThe cooling system: working well
Although I had no intention of painting the Triumph, I couldn’t let the nice looking engine reside in squalor. So, the I painted the engine bay and also the trunk, which got a new floor. The color – which I bought from TCP Global, was meant to be the original color, Carmine Red.
As you can see, it is much darker than the exterior of the car. I’m not sure if that is due to the age and condition of the original paint or because the formulation is just off. If I decide to paint any part of the exterior (and I am thinking of painting the hood) I will head down to Meza Paint in Escondido and see if they can match my weathered exterior color.
With a little help from friends we dropped the body onto the chassis. In retrospect I should have measured the height of each mounting point on the frame and adjusted with the spacers as needed. Instead I reinstalled the same number of spacers that were on the car when it was disassembled. The right front corner, measured at the top of the headlight ring is just slightly higher. It is hardly noticeable but perhaps one more spacer at the front would have been perfect. On the other hand, the doors fit nicely and work well, so maybe it shouldn’t be messed with.
Since I was going to be producing a little more heat with the added power, I decided to use an electric fan and build a shroud for it so that it would draw air through the entire radiator core. I bought the shallowest fan I could find and it fit, just barely. At the end of these TR6 rebuild articles I will make a list of all the parts I bought, and total cost for the project.
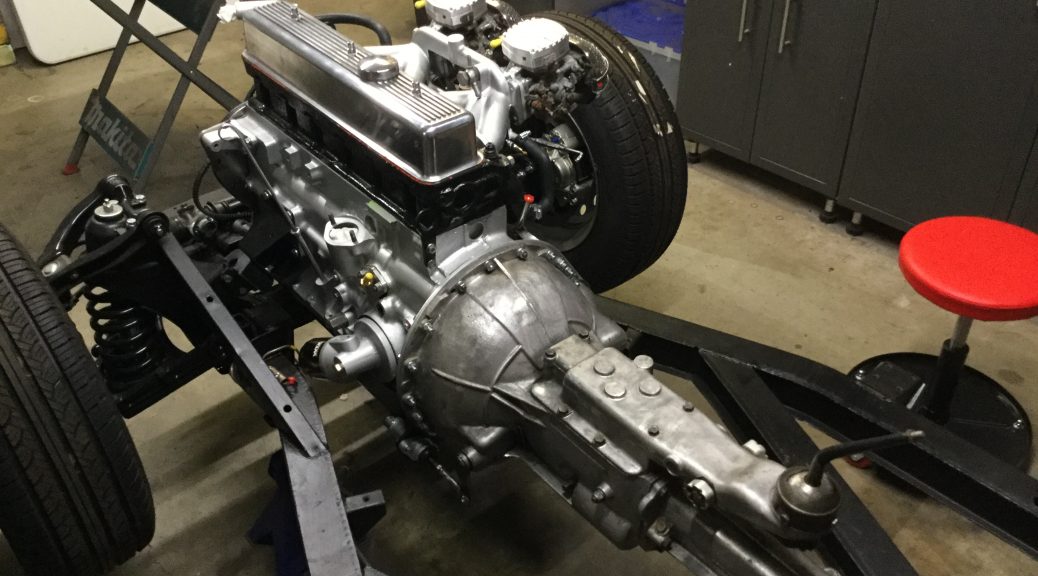
Time for trans cleanupTool I made for pulling trans sealsFront seal, too, plus hardwareTime to marry the two Diff cleanupAnd paintDiff mount stabilizer cupsStarter just clearing the O2 sensor (TBI)Stainless pipes from manifold backCoil would be replaced later with Sport CoilHigh temp ceramic paintGetting ready to spin the oil pump
Installing the engine and transmission went smoothly, with the assistance of a friend to guide it into place. The hoist (tempted to capitalize and bold that word, it came in so handy) was used not only for installation, but also for the cleanup of the transmission as I hung it over a tub. The previous owner indicated that it shifted fine so I did not open it up. Just cleaned it, replaced front and rear seals and the clutch bits at the front of the transmission (throwout bearing, fork, and shaft). I did spin the trans with a drill to make sure the gears did in fact work.
After reading about heat and noise factors in the various forums, I decided to stay with a stock exhaust system. The manifold is stout, the stainless steel pipes guarantee a long life, there was no need to worry about fitting headers, and the exhaust note with the stock system, including the muffler, is perfect.
I added a bung into one of the downpipes for the O2 sensor, which is one of the inputs to the TBI computer. It just barely cleared the original starter, so I could have aimed it slightly more to the outside. Of course a single downpipe would have made more sense for the O2 reading but the ’73 is the dual downpipe manifold system so the bung was welded into the more accessible outside downpipe. It seems to work fine this way… no problems with the way the engine starts and runs.
Even though I was months away from actually starting the engine, I decided to fill the engine with oil and spin the oil pump with my drill to make sure I had oil pressure before going any further. I used Driven 10w40 break in oil.
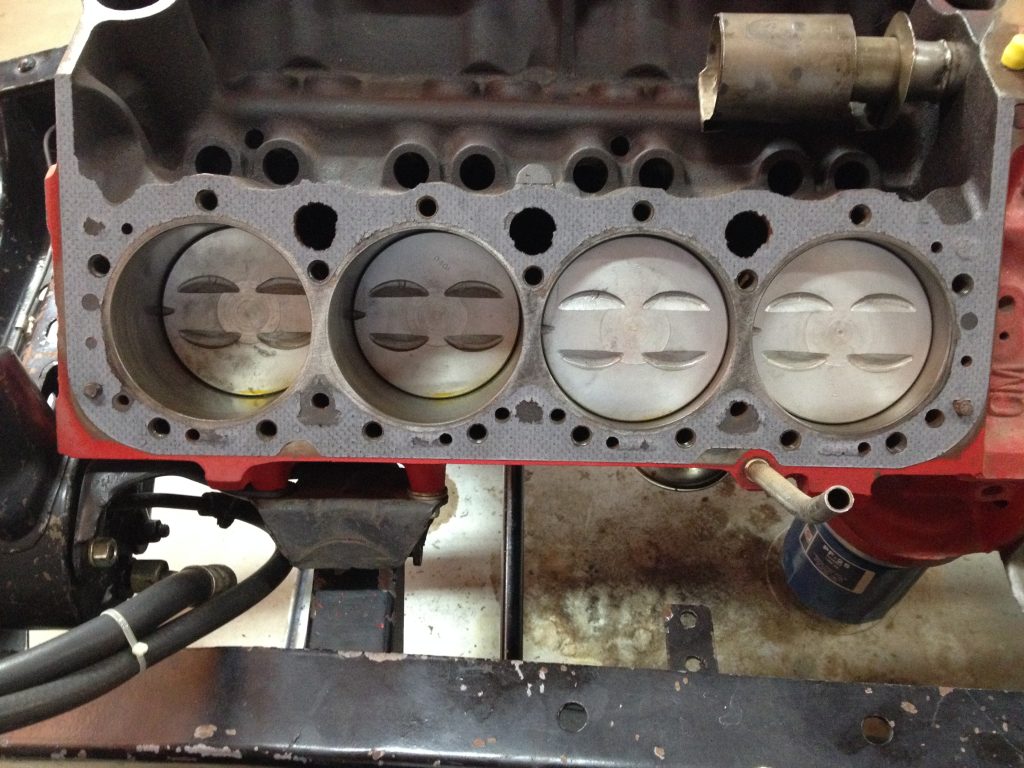
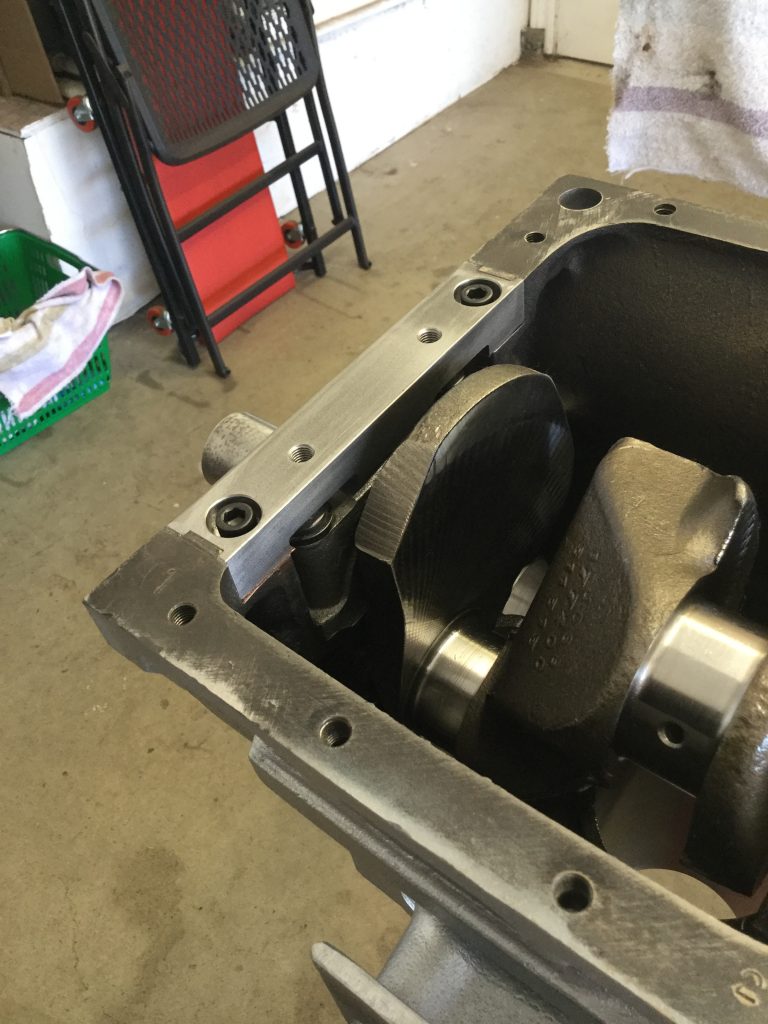
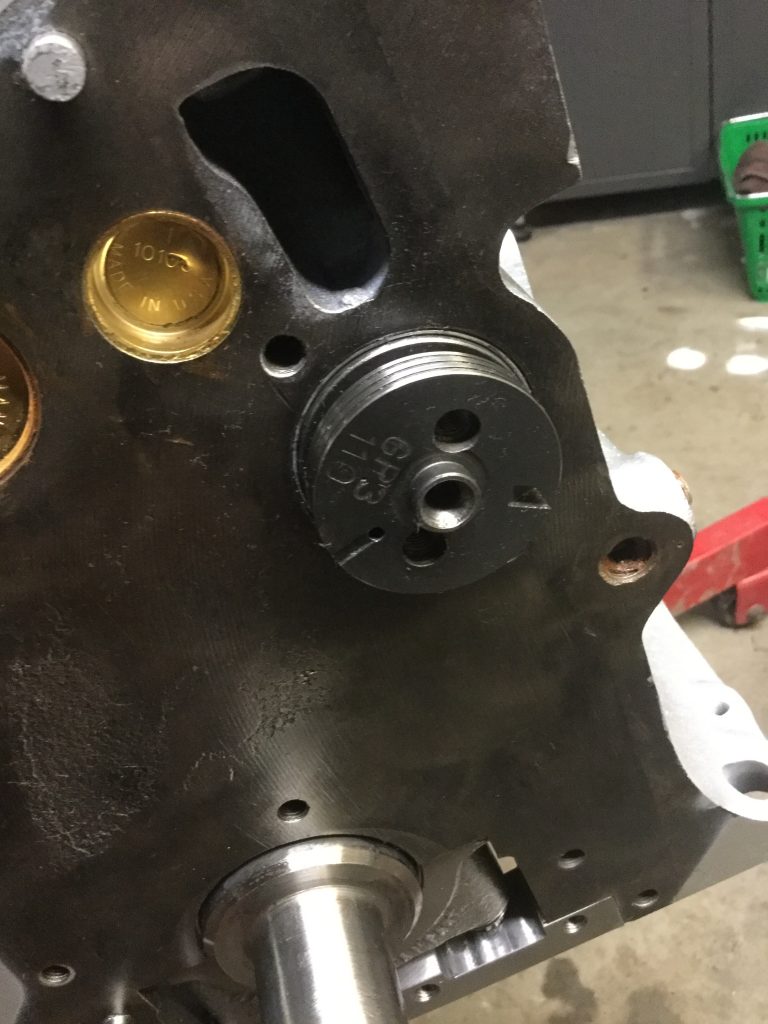
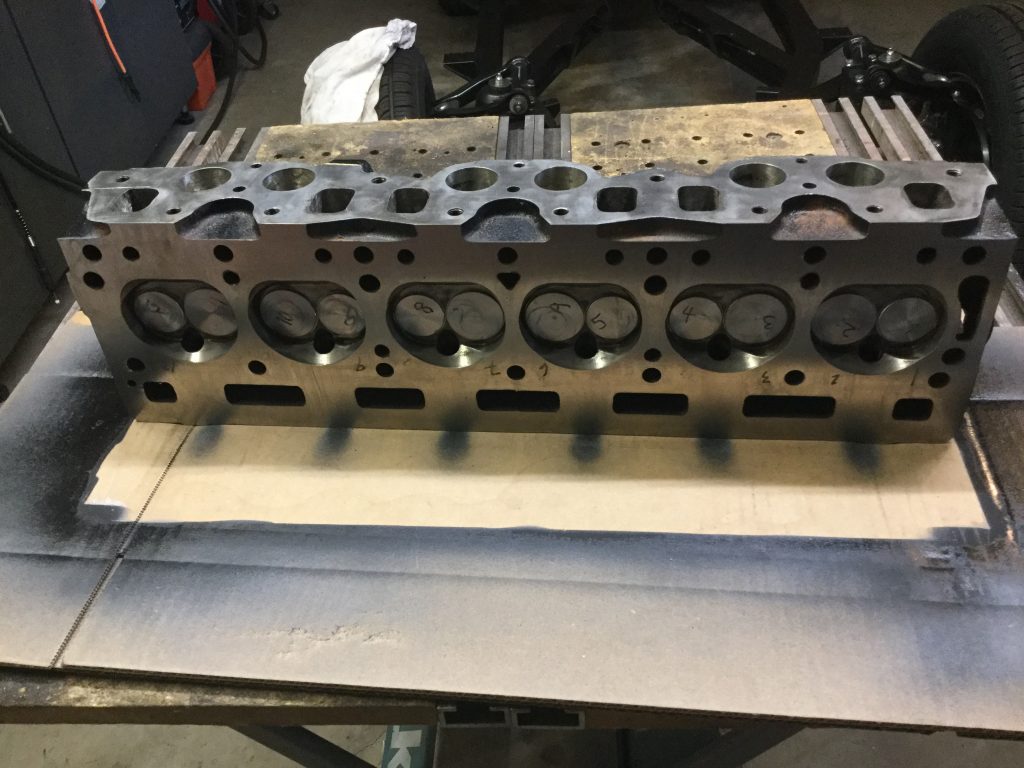
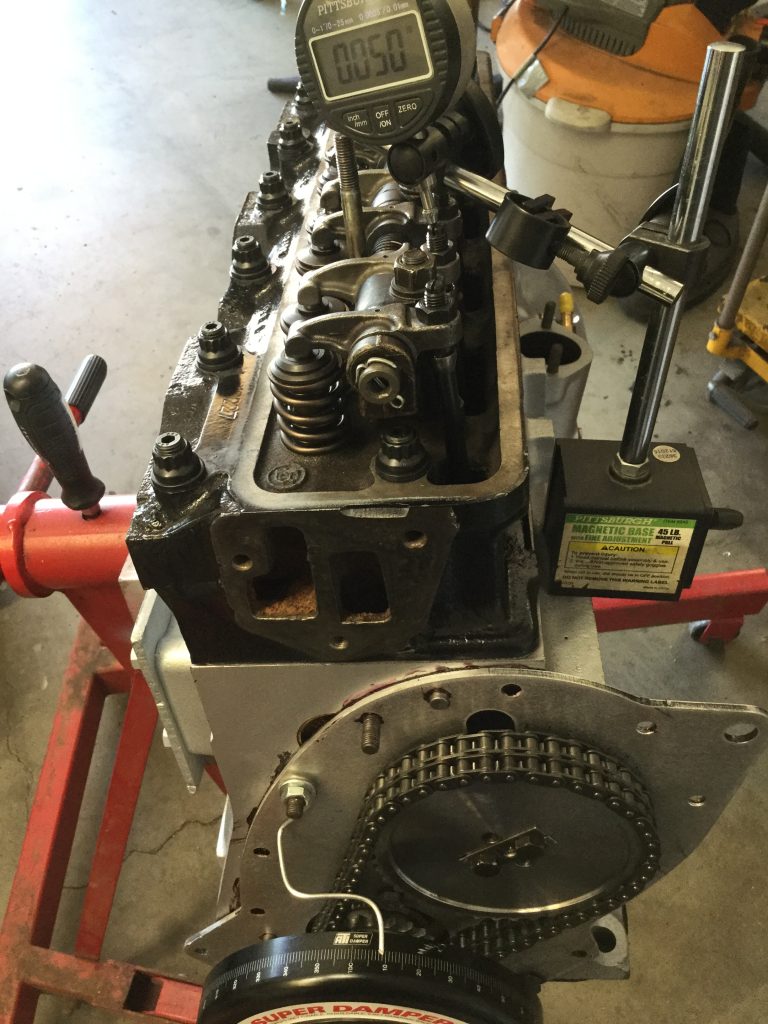
Ready for piston installationThe ring compressor worked okay, but…I had to do this to hold it down against the blockMeasuring end floatClassic Technologies steel front sealing blockShortened the ARP bolt head for clearanceCamshaft installedSpring compressor from my Formula Ford daysHead is complete!Setting the valve timingEnded up hereAlloy front plateDitto at the rearViton valve stem seals and installation toolLooked good at this stageOMG! The quarter is for size reference, it wasn’t in the engine!This valve is flipping me off
Naturally I wanted to do everything correctly in restoring the Triumph, but if there was one particular part of the build that REALLY needed to go right, it was the engine assembly. Pulling the engine and trans back out because something was screwed up is the last thing anyone would want to do. This is not my first rebuild, in fact there’s a write up of the SBC Chevy engine for the Apache truck elsewhere in barndogtrucks. But the Triumph engine was new territory for me compared to the Chevy engine. Thankfully we have our great shop manual available, plus live help from vendors like Richard Good and Casey over at HDS Machine shop. And, of course, the fantastic British car forums.
I had a bit of an issue installing the pistons with the pliers style ring compressor. By hand, I could not hold the compressor down firmly enough to squeeze the rings into the cylinders. As depicted above I came up with a solution that made it a breeze. With the Chevy engine I had the advantage of a tapered ring compressor which really made it simple. No such thing seems to exist for the Triumph bores. I do like the pliers style compressor with the locking ratchet, but that recess at the top of the block complicated things for me, thus the mechanical help holding the compressor down.
I chose to use Classic Technologies steel sealing block for the front of the engine for my peace of mind. However, I had to grind down the top of the ARP main bearing cap bolts for clearance.
With help from Richard Good and a magnetic dial indicator, setting up the camshaft was pretty straightforward. It is great to find people who back up their sales with enthusiastic customer service, and I encountered that throughout the restoration of the TR6 with Richard and everyone else along the way. He spent a good amount of time on the phone with me diagnosing a problem I found AFTER the car had been driven for a few weeks. My bad, of course…
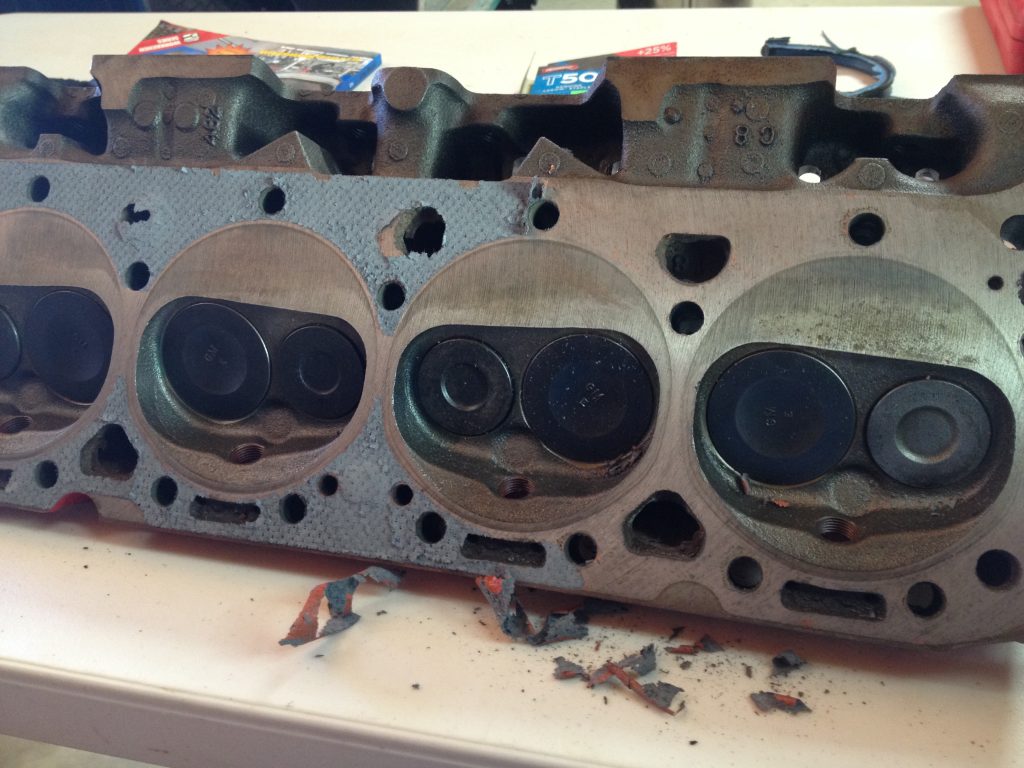
I had decided to use Viton valve stem seals, but I told Casey at HDS to set the height of the valve guides per the factory manual number. After driving the car for a couple hundred miles, I popped the valve cover off to re-torque the head and I found that the oil seals had been smashed and there were little bits lying around the cylinder head near the valve springs… see the picture. With the higher lift camshaft, the stock valve guide height spec is a little too tall. In fact, their installation tool, which I used to install the seals, is also to be used to set the valve guide height. Didn’t even occur to me.
I attempted to rectify the problem by discarding the seals, using compressed air to hold the valves up while I removed the springs. After all, the factory doesn’t install seals. But, dang, I didn’t use enough air pressure and the first valve dropped into the cylinder, onto the top of the piston. When I removed the head it was standing upright, as my son-in-law Russel said “like it was giving you the finger.” Ouch. So the head came off, and it was painful, but for the best. The Lisle “hit it with a hammer” tool works very well for removing valve springs but was problematic for installation. I reverted to my old valve spring compressor to finish the job.
Helluva a lot more than I wanted to do, but after putting it all back together and changing oil and filter, all is well. No damage done.
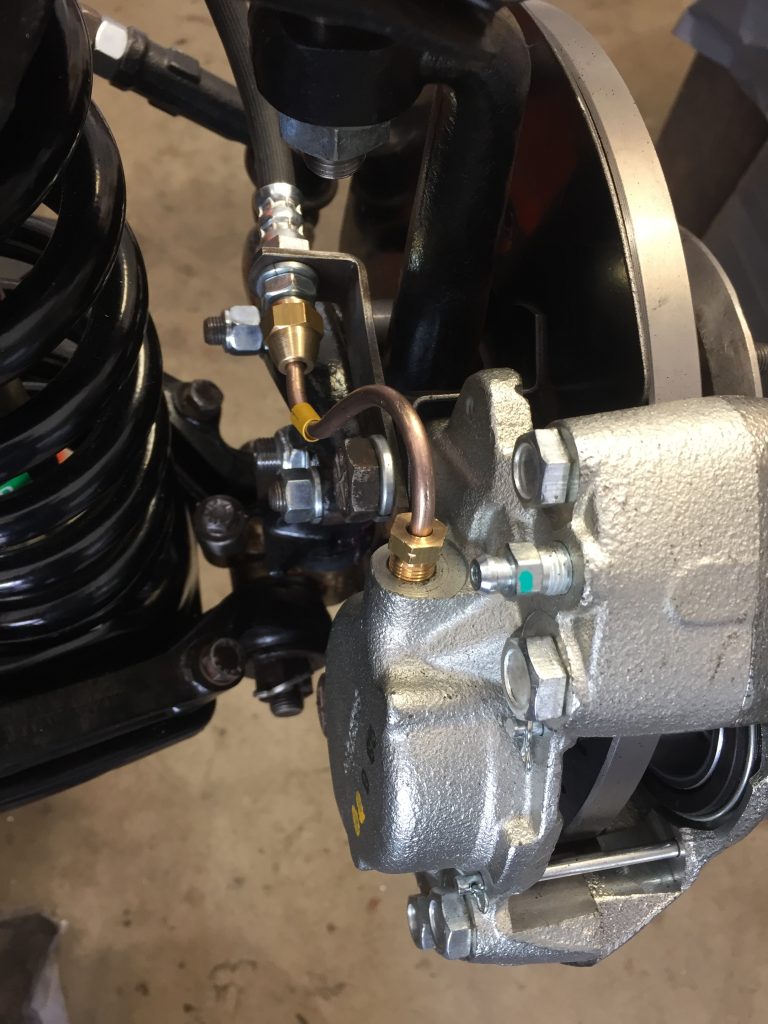
Home made spring compressorThe bottom halfWorked like a charmRear suspension offCleaned up front front wishbonesPainted and rebuiltTest fittingNew rotorsAdjustable swingarms test fitAdjustable fronts and re-valved leversShorter and stiffer springsEngine hoist is multi-purpose toolPrimer was followed by black frame paintBack together and ready for alignmentSetup for rear camber measurementRotated horizontal for toe adjustmentNew brake lines and fittingsRebuilt rear drum brakesMore stopping power
Rebuilding the suspension and restoring the frame was very satisfying, and it feels good to have all new bushings and bearings, brakes and brake lines, shocks and springs, and a fresh coat of paint on everything.
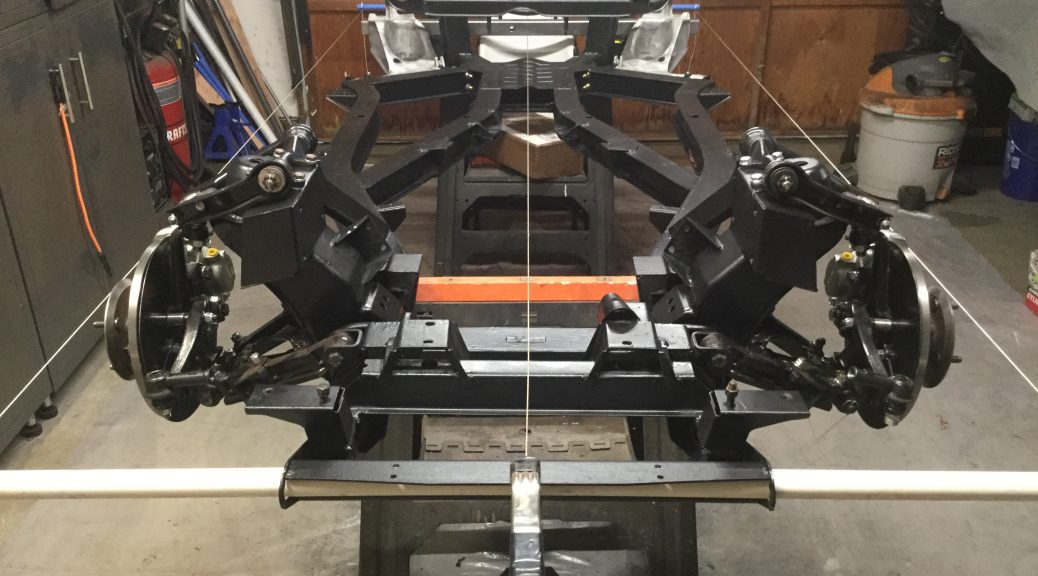
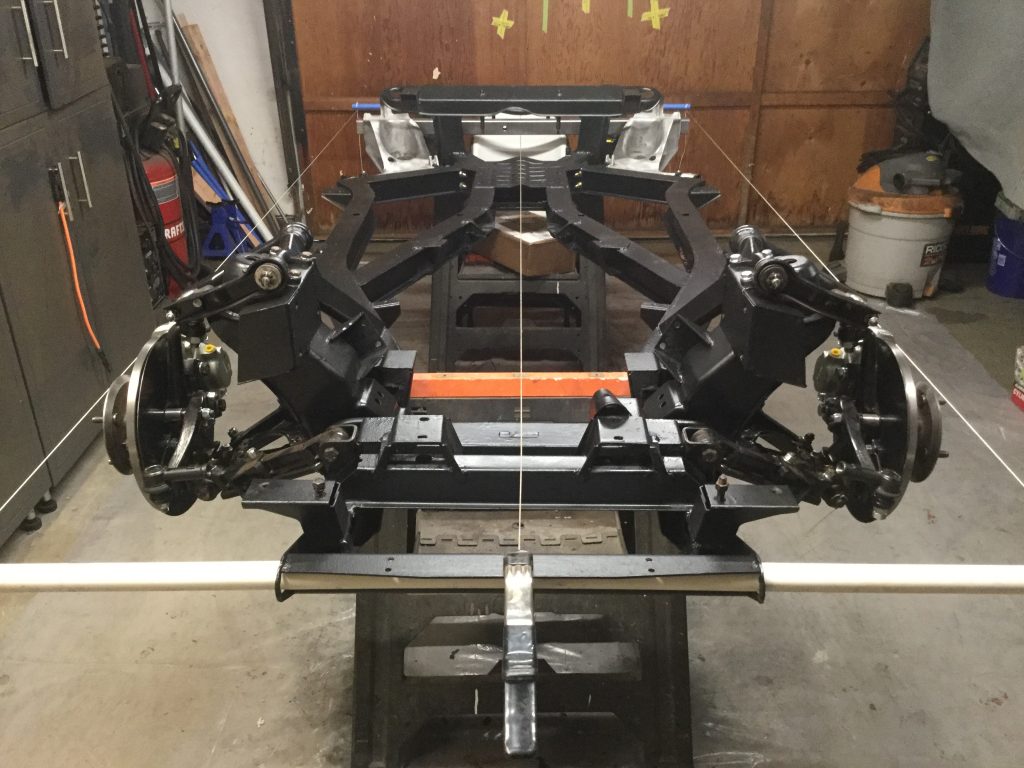
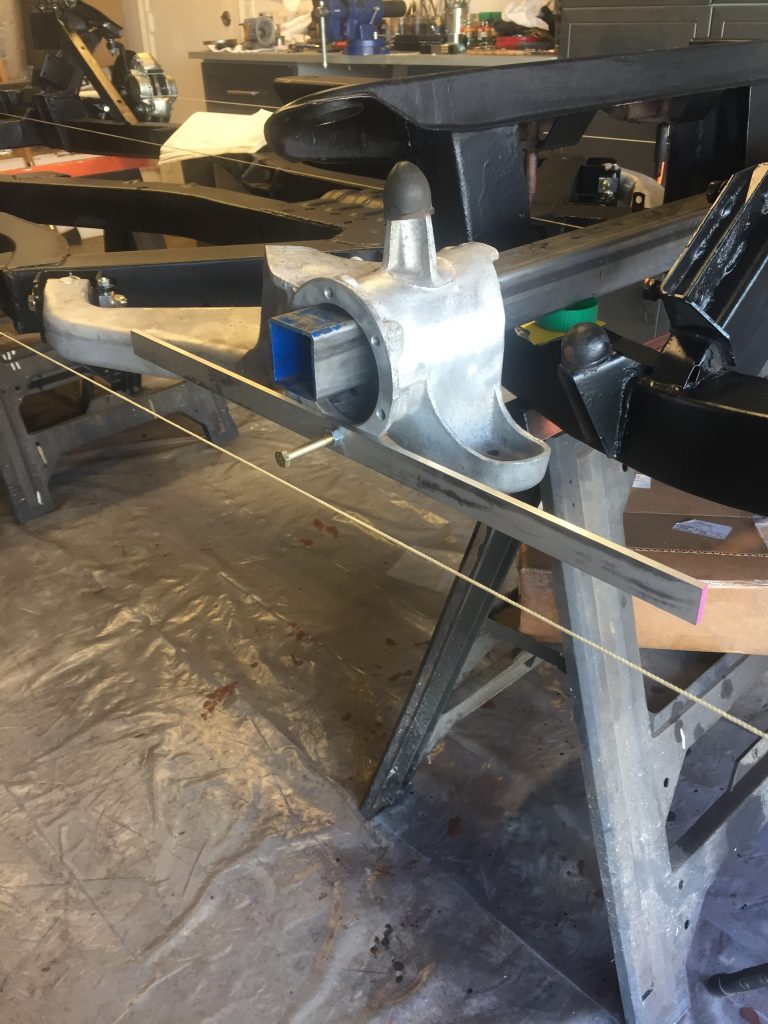
The alignment process was simple enough. First I found the centerline of the car and then set up a couple parallel strings running along the length of the chassis, a little wider than the car’s track and running through the centerline of the wheel hubs. I used a length of 1/4 thick aluminum bar to represent the wheels. With the bar vertical I adjusted the camber angle. With the bar horizontal I was able to adjust the toe. I set it up without the springs installed so I could raise the suspension to where I estimated they would be if the car was sitting on the ground. Any additional adjustments will come after the car is driven.
In addition to replacing all the bushings, nuts and bolts, and worn out stuff, I replaced both upper fulcrum pins and the passenger side vertical link. New parts also included 390 lb front springs and 470 lb rear springs from Goodparts, which lowered the ride height by an inch and stiffened up the ride. GAZ adjustable shocks in front and rebuilt lever shocks in the rear with custom valves to suit the stiffer springs. World Wide Auto Parts did the rebuild of the lever shocks.